1, 기계의 주요 특징
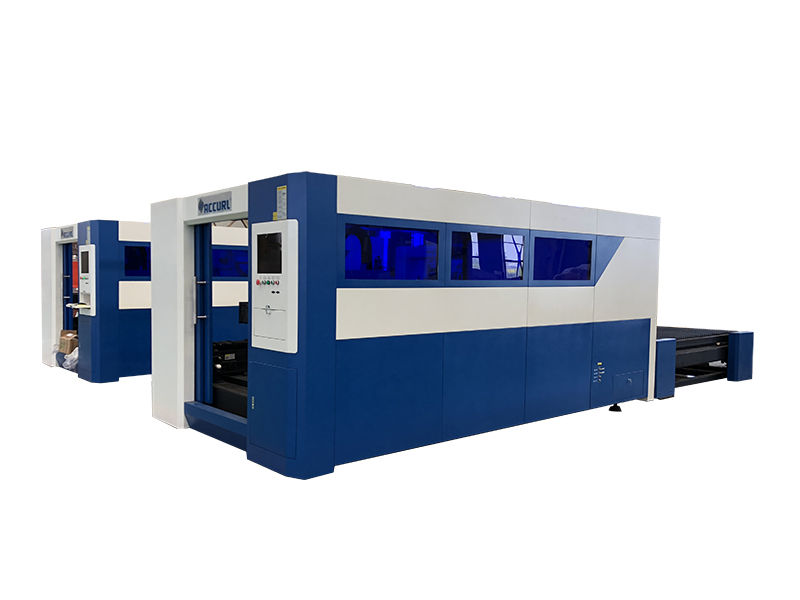
기계는 기계 호스트, 컴퓨터 제어 시스템, 파이버 레이저 커팅 헤드, 냉각기, 보조 디시 젼 구성 요소로 구성됩니다.
일본 YASKAWA 서보 모터 드라이브 랙 및 피니언 피드, 고정밀 및 빠른 속도, 이중 드라이브 기어 및 랙 전송을 사용하는 머신 갠트리 구조는 기존의 볼 스크류 전송 대신 최대 40-50 미터 / 분의 빈 속도를 유지합니다.
베드 갠트리, 기계 용접 구조, 어닐링 후의 노화 처리, 황삭, 마무리, 응력 용접 및 가공, 강성, 고정밀을 완전히 제거 할 수 있으며 변형되지 않은 장기 사용을 유지할 수 있습니다 (최소 20 년).
X, Y 축은 일본 YASKAWA 고정밀 서보 모터, 고속, 높은 토크 및 높은 관성, 안정적이고 내구성있는 수입품입니다. 기계의 고속, 고정밀 및 가속을 보장하십시오.
특수 절단 소프트웨어, 다수의 레이저 절단 제어 특정 모듈의 통합, 강력하고 우수한 기계 인터페이스, 쉬운 작동. 스위스 브랜드 고품질 Ray Tools 브랜드 파이버 레이저 커팅 헤드의 커팅 헤드 선택은 전용 정전 용량 감지, 고정밀 센서, 반응 형, 가장 안정적이고 신뢰할 수있는 성능입니다.
제어 시스템; 컴퓨터 제어 전기 테이블 변환의 사용은 완전한 공작물 절단 등입니다. 모든 그래픽 편집기 및 스포츠 평면에서 절단을 수행 할 수 있습니다.
기계 주요 부품은 유럽, 일본 및 대만 유명 브랜드, 중국의 가격이지만 유럽 기계 품질을 채택합니다.
2, 기계 주요 기술적 이점
2.1 공작 기계
이 갠트리 디자인, 기계 용접 구조, 시효 어닐링 처리 후 주조 알루미늄으로 구성된 빔 및 황삭, 정삭, 응력 용접 및 가공, 강성, 정밀도 높음을 완전히 제거하고 장기 사용을 최소 20 이상 유지할 수 있습니다 변형되지 않은 년.
좋은 안정성을 보장하기 위해 무게 빔을 줄일 수있는 전체 알루미늄 주조 부품이있는 기계 빔 갠트리, 고속 작동은 기계를 만날 수 있습니다.
4 톤의 기계 무게, 구조적 동적 설계 원리 및 유한 요소법으로 설계된 기계 기반을 사용한 변수 분석 기술은 우수한 정적 및 동적 성능을 가지고 있습니다.
| 기술적 인 매개 변수 | |||
| 바닥 면적 | 약 4650 * 2520mm (하역 영역 제외) | ||
| 재료 허용 최대 절단 영역 | 1500 * 3000mm | ||
| 기계 총중량 | 4000 키로그램 | ||
| 전원 공급 장치 요구 사항 | 380V / 50Hz | 총 전력 | 20KW |
| 환경 요구 사항 | 온도 범위 : 10-35 ºC 습도 범위 : 40-85 % 해발 1,000m, 불연성, 폭발성, 자기, 강한 지진 환경 사용 | ||
| 장비 이동 시스템 매개 변수 | |||
| 절삭 속도, 가속 | 0-50m / 분 0-3000mm / s2 | ||
| 기도 속도, 가속 | 0-50m / 분 | ||
| 포지셔닝 정확도 | <0.03mm / m | ||
| 드라이브 시스템 | 일본 YASKAWA 서보 모터 드라이브 채택 | ||
| 전달 | 모두 고정밀 헬리컬 랙 및 피니언 사용 | ||
| 피드백 및 운송 제어 시스템 | 전용 운송 및 제어 시스템 | ||
| 환기 시스템 | 낮은 환기 고정 | ||
| 작업대 유형 | 랙 워크 벤치 | ||
| 회로 및 보호 시스템 | 표준 설계 | ||
우리의 섬유 레이저 절단기 주요 레이저 절단 기능
| 아니. | 기능 | 기술 |
| 1 | 높이 추적 | 플레이트 높이에 따라 토치 위아래로 이동 |
| 2 | 전력 통제 | 경사에 따른 레이저 전력 제어 |
| 3 | 역기능 | NC 프로그램을 역순으로 실행 |
| 4 | 중단 점 리턴 | 복구 후 중단 점으로 돌아 가기 |
| 5 | 멀티 피어싱 | 펄스, 발파, 진행, 고속 |
| 6 | 리드 라인 | 리드선 매개 변수 설정 |
| 7 | 자동 가장자리 찾기 | 절단 조각 좌표를 자동으로 찾기 |
| 8 | Leapforg 기능 | 절단 효율을 향상시키는 Leapforg |
| 9 | 커먼 라인 | 절단 효율을 향상시키는 공통 라인 |
| 10 | 마킹 기능 | 접시에 어떤 모양이든 표시하십시오 |
레이저 절단 두께 및 참조 속도 (레이저 출력 800W, 기타 레이저 출력 데이터에 따라 차이가 거의 없음)
| 자료 | 두께 (mm) | 절단 권장 속도 (mm / min) | 최대 절삭 속도 (mm / min) | 전력 (W) | 가스 절단 | 가스 압력 (kPa) | 초점 (mm) | 노즐 모델 | 디 포커싱 (mm) |
| SS | 1 | 10000 | 12000 | 700 | N2 | 8 | 0 | 1.5 | 0.7 |
| SS | 1.5 | 5000 | 5500 | 700 | N2 | 8 | 0.7 | ||
| SS | 2 | 2500 | 3000 | 700 | N2 | 9 | -1 | 1.5 | 0.7 |
| SS | 3 | 1500 | 1800 | 700 | N2 | 9 | -2 | 2 | 0.7 |
| SS | 4 | 1200 | 1400 | 700 | N2 | 9 | -2 | 2 | 0.7 |
| SS | 5 | 600 | 680 | 700 | N2 | 10 | -3 | 2 | 0.7 |
| MS | 0.5 | 9000 | 10000 | 700 | O2 | 1 | 2 | 1.2 | 0.7 |
| MS | 1 | 8000 | 9000 | 700 | O2 | 1 | 2 | 1.2 | 0.7 |
| MS | 1.5 | 6200 | 7000 | 700 | O2 | 1.4 | 2 | 1.2 | 0.7 |
| MS | 2 | 3500 | 4000 | 700 | O2 | 1.4 | 2 | 1.2 | 0.7 |
| MS | 3 | 3000 | 3600 | 700 | O2 | 1.2 | 2 | 1.2 | 0.7 |
| MS | 4 | 1800 | 2000 | 700 | O2 | 1.2 | 2 | 1.2 | 0.7 |
| MS | 5 | 1500 | 1800 | 700 | O2 | 0.6 | 2 | 1.2 | 0.7 |
| MS | 6 | 1100 | 1200 | 700 | O2 | 0.8 | 2 | 1.5 | 0.7 |
| MS | 8 | 900 | 1000 | 700 | O2 | 0.6 | 2 | 1.5 | 0.7 |
| MS | 10 | 700 | 800 | 700 | O2 | 0.7 | 2.5 | 1.5 | 0.7 |
기계 거친 소비 비용 (레이저 파워 800W 기계를 기반으로, 다른 레이저 파워 데이터는 약간의 차이가 있습니다)
A> 총 전력 소비
| 기계 부품 | 힘 (kW) | 전력 소비 (kW / 시간) | 노트 |
| 레이저 발생기 | 5.8 | <= 21 | 국가마다 전력 가격이 다르기 때문에 전력 소비 만 할 수 있고 총 가격 비용을 줄 수는 없습니다. |
| CNC 테이블 | 5.8 | ||
| 냉각 장치 | 5 | ||
| 추출 필터 | 4.4 |
B> 가스 소비
| 가스 | 소비 (분 / 병) | 노트 | 노트 |
| O2 | 60 | 에 따라 계산 1mm MS 플레이트 | 가스 가격이 나라마다 다르기 때문에 가스 소비 만 줄 수 있고 총 가격 비용을 줄 수는 없었습니다. |
| N2 | 15 | 에 따라 계산 1mm SS 플레이트 |
C> 소모품 부품
| 소모품 | 생활 (시간) | 단가 (USD / 조각) | 총 비용 (USD / 시간) | 노트 |
| 보호 거울 | > = 240 | 43 | 0.18 | 작업 환경이 좋으면 소모품 인생은 더 길어질 것이다 |
| 대통 주둥이 | > = 600 | 21.4 | 0.04 | |
| 세라믹 링 | > = 1500 | 108 | 0.07 | |
| 합계 | 0.29 USD / 시간 | |||
총 소비
| 목 | 힘 소비 | 가스 소비 (USD / 시간) | 소모품 | 노트 |
| O2 | <= 21 kW / 시간 | 60 (분 / 병) | 0.29 USD / 시간 | 1mm MS 플레이트를 기준으로 계산 |
| N2 | <= 21kW / 시간 | 15 (분 / 병) | 0.29 USD / 시간 | 1mm SS 플레이트를 기준으로 계산 |
레이저 절단 소프트웨어 (자동 네 스팅 소프트웨어) 소개
"레이저 절단 설계 소프트웨어"는 이미지 가공, 매개 변수 설정, 맞춤형 절단 공정 편집기, 시뮬레이션 및 공회전 분류 및 가공을 제공하는 것이 주요 평면 절단 설계 소프트웨어 용입니다.
다음과 같은 데이터 입력 모드를 지원합니다
6.1) DXF, PLT 및 기타 그래픽 데이터 형식이 국제 표준 G 코드 Mater Cam, Type3, Wentai 소프트웨어에서 생성 된 DXF 가져 오기 그래픽, 텍스트 개요 AutoCAD 직접 추출 시스템 전송 그래픽 이미지 데이터를 수락 한 후, 레이아웃을 편집 할 수 있습니다. 가져온 데이터의 회전, 정렬, 복사, 조합, 부드러운, 병합 작업)을 통해 합법성을 자동으로 확인합니다. 예를 들어, 닫힘, 겹침, 자체 교차, 그래픽 감지 사이의 거리, 절단 유형 (여성 컷, 양 컷 ) 및 외부 관계, 간섭 관계, 절단 패턴 도입의 자동 계산, 수출 라인.
6.2) 필요에 따라 처리, 시작 위치 및 그래픽 처리 방향을 자유롭게 수정할 수 있지만 시스템은 리드 위치의 도입을 동적으로 조정하고 파일 가져 오기는 항상 자동으로 처리 순서를 최적화하지만 처리 시간을 줄이고 수동으로 조정할 수 있습니다. 처리 효율 향상 그래픽 출력 선택, 로컬 데이터 처리 중 어디에서든 지원, 특히 급지에 유용, 자르기 기능, 로컬에서 고유 한 브레이크 포인트 그래픽 처리, 트랙을 따라 진행할 수있는 프로세스, 되감기, 유연성 그래픽 처리, 원료 크기, 자동 네 스팅에 따라 각 프로세스 케이스
관련 상품
 금속 레이저 절단 / 절단기 가격 / 스테인레스 스틸 레이저 절단기
금속 레이저 절단 / 절단기 가격 / 스테인레스 스틸 레이저 절단기 Accurl Smartline 3015 시리즈 파이버 레이저 커팅 머신
Accurl Smartline 3015 시리즈 파이버 레이저 커팅 머신 미국에있는 500w1000w 2000w 3000w 섬유 레이저 절단기 가격
미국에있는 500w1000w 2000w 3000w 섬유 레이저 절단기 가격 1000w cnc 3015 섬유 레이저 기계 절단 스테인레스 스틸 연강 알루미늄 최고의 가격
1000w cnc 3015 섬유 레이저 기계 절단 스테인레스 스틸 연강 알루미늄 최고의 가격 2018 광저우 박람회에 섬유 레이저 절단기 가격
2018 광저우 박람회에 섬유 레이저 절단기 가격 Maxpro 200을 가진 풀 그릴 플라스마 레이저 절단기 플라스마 cnc 절단기
Maxpro 200을 가진 풀 그릴 플라스마 레이저 절단기 플라스마 cnc 절단기 구리 및 알루미늄 재료를 절단하는 섬유 레이저 절단기
구리 및 알루미늄 재료를 절단하는 섬유 레이저 절단기 500w 1000w 판금 관 섬유 레이저 절단기
500w 1000w 판금 관 섬유 레이저 절단기 2018 최신 플라즈마 갠트리 cnc 절단기 갠트리 플라즈마 커터 가격
2018 최신 플라즈마 갠트리 cnc 절단기 갠트리 플라즈마 커터 가격 거품, 가죽, 플레 스틱 필름을위한 420mpa 3 축선 순수한 워터젯 절단기
거품, 가죽, 플레 스틱 필름을위한 420mpa 3 축선 순수한 워터젯 절단기